
 United Kingdom
United Kingdom

IL VINO SOSTENIBILE
LE NOSTRE SOLUZIONI BIOTECNOLOGICHE E TECNOLOGICHE PER UN’ENOLOGIA MIRATA E PREVENTIVA
Nel comparto vitivinicolo, come in altri settori dell’agricoltura il tema della sostenibilità è molto sentito: i consumatori vogliono vini che siano buoni e che siano prodotti con un impatto sociale e ambientale minimo, se non positivo. E altrettanto fa l'Unione Europea, che spinge per una viticoltura che faccia meno ricorso agli agrofarmaci di sintesi e che abbia una impronta ambientale neutra.
A livello europeo ed italiano non c'è una definizione di vino sostenibile, ma esistono elementi condivisi, quali ad esempio l’uso oculato dell'acqua, sia in vigna che in cantina, l'adozione di pratiche di economia circolare, la tutela della biodiversità e della fertilità dei suoli. Fermo restando che la sostenibilità ormai è intesa a 360 gradi: ambientale, sociale ed economica.
La produzione e la ricerca di biotecnologie e soluzioni tecnologiche è al servizio di un’enologia sempre più improntata e conscia delle sfide che tutti i professionisti del settore stanno affrontando e che affronteranno in futuro.
Abbiamo individuato tre macro-aree di intervento a supporto di un’enologia sostenibile:

Tecnologie per il risparmio di energia e di acqua

Biotecnologie per un vino di qualità a ridotto impatto ambientale

Applicazioni tecnologiche rivolte a ridurre la solforosa nei vini
1. PER IL RISPARMIO DI ENERGIA E DI ACQUA
Una delle applicazioni dove si ha un significativo risparmio di energia è la flottazione discontinua dei mosti: con E-Flot è infatti possibile ridurre le frigorie utilizzate per raffreddare il mosto.
La flottazione discontinua del mosto con E-Flot avviene alla stessa temperatura della fermentazione alcolica. Questo perché la chiarifica si completa velocemente grazie a un processo mediante il quale del gas viene incorporato ai solidi sospesi nel mosto con l’ausilio di chiarificanti come la gelatina, facilitandone l’affioramento verso la superficie del tank, visto che le temperature troppo basse aumenterebbero la densità del mosto impattando negativamente su questo processo.
Nella chiarifica statica o anche nella flottazione continua, invece, il mosto deve essere portato a una temperatura bassa (solitamente intorno ai 5°C) perché i tempi di tali processi non escludono il rischio di FA che comprometterebbe irrimediabilmente la qualità del prodotto finito.
Un’altra metodologia che consente un significativo risparmio energetico è la stabilizzazione tartarica mediante scambio cationico, che oltre a stabilizzare il vino, permette di abbassare il pH. Ciò è possibile grazie agli impianti della gamma Stabymatic: il funzionamento di questi impianti è basato sull’impiego di pH-Stab 2.0, stabilizzante composto da resine a scambio cationico, che permette di diminuire i Sali di K+ e Ca++ nel vino rendendolo stabile.
Prendiamo come esempio un vino base di partenza pari a 1.000 hL a 20°C.
Con la stabilizzazione tartarica a freddo:
- è necessario mantenere il vino per minimo 4 giorni a -4°C ;
- per portare la temperatura da 20°C a -4°C occorrono ca. 350 Kw (0,26 €/Kw/h = 91 € + il costo del mantenimento per i gg necessari ad ottenere la stabilizzazione).
Un’altra tematica importante riguarda la pulizia all’interno della cantina, condizione imprescindibile per ottenere vini di qualità. Spesso la parola “detergente” viene erroneamente abbinata al concetto di inquinamento o comunque di impronta ambientale negativa. Di seguito la dimostrazione che questa congettura è errata.
Premessa: ottimizzare la detergenza significa velocizzarla, velocizzarla significa risparmiare acqua.
Ad oggi è possibile affermare che, grazie a protocolli specifici definiti insieme alle cantine, si può ottenere un risparmio idrico che arriva fino al 60% (Tabella 1).
Questo risparmio passa attraverso l’impiego di detergenti complessi, formulati addizionati con agenti bagnanti e inibitori ionici della durezza dell’acqua, biodegradabili oltre il 95%.
Rispetto ai prodotti come la soda e la potassa, che necessitano di grandi quantità di acqua, i detergenti complessi comportano un risparmio idrico sia in fase di lavaggio che in fase di risciacquo in quanto vengono utilizzati a concentrazioni inferiori. Inoltre, non serve acqua calda per utilizzare questi formulati: ciò comporta un dispendio minore di energia utilizzata per la detergenza.
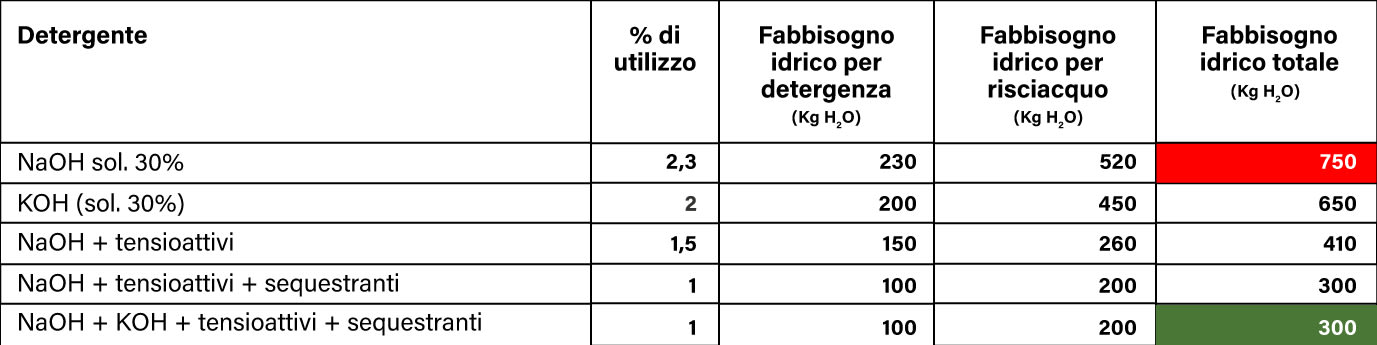
Tabella 1. Protocolli di detergenza a confronto: in questa tabella si evidenzia il risparmio idrico derivante dall’impiego di formulati complessi per l’igiene della cantina. Essi vengono utilizzati non solo in concentrazione minore ma contribuiscono anche a ridurre fino al 60% il fabbisogno idrico totale rispetto a un prodotto come la soda caustica.
2. BIOTECNOLOGIE PER UN VINO DI QUALITÀ A RIDOTTO IMPATTO AMBIENTALE
Anche la nutrizione – in questo senso - svolge un ruolo fondamentale: in particolare il poter disporre di aminoacidi specifici, consente ai lieviti di condurre una fermentazione regolare e soprattutto esaltare le caratteristiche varietali tipiche del vitigno.
Di seguito un esempio (vedi Grafico 1) di come in un’uva Chardonnay è indispensabile poter contare su un patrimonio aminoacidico nella materia prima tale da garantire lo sviluppo degli aromi tipici di questa varietà. Purtroppo, però, i cambiamenti climatici impattano negativamente su tali composti. Le moderne tecnologie di produzione dei derivati di lievito hanno permesso di caratterizzare la produzione dei nutrienti integrando composti quali: isoleucina (precursore degli alcoli e acetati amilici), leucina (origina alcoli ed esteri isoamilici responsabili di note di banana), valina (origina acetati isobutilici che conferiscono sentori floreali e di frutti bianchi).
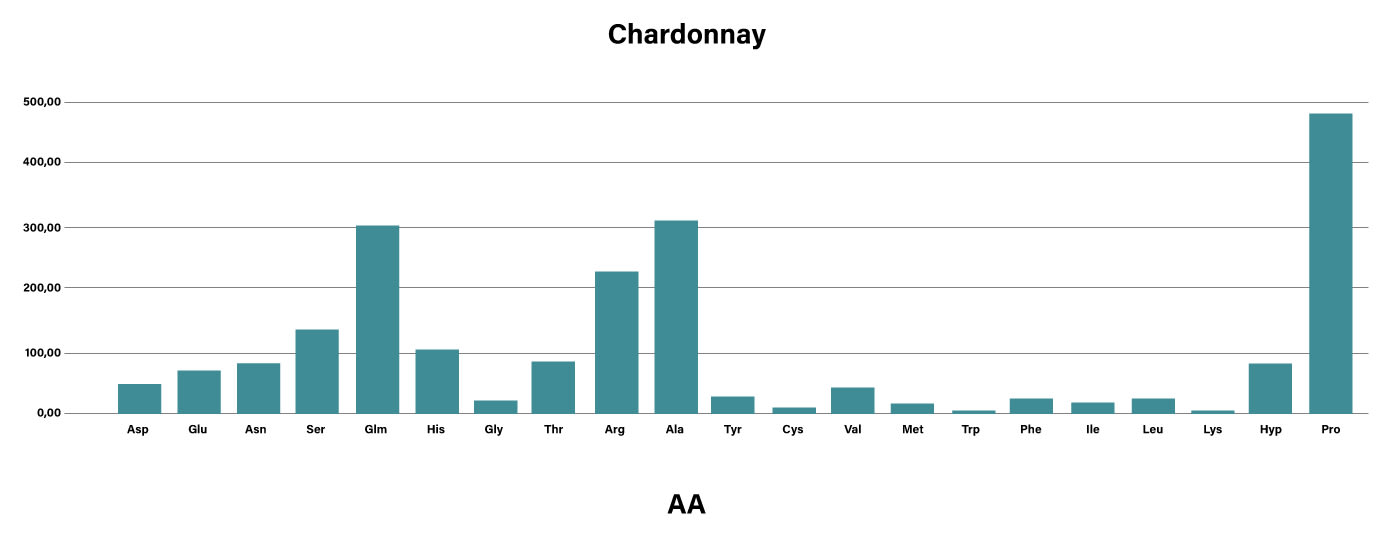
Grafico 1. Rappresentazione grafica dei valori dei composti aminoacidici per il vitigno Chardonnay.
Per quanto riguarda i vini provenienti da uve particolarmente ricche di precursori aromatici, la presenza in fermentazione di arginina svolge un ruolo di esaltazione della tipicità e contribuisce a costruire un adeguato profilo aromatico.
3. APPLICAZIONI TECNOLOGICHE RIVOLTE A RIDURRE LA SOLFOROSA NEI VINI
Questa specie, presente naturalmente sulle uve, contribuisce alla complessità gustativa ed aromatica dei vini e la sua azione elimina sin da subito la normale dose di solforosa utilizzata a mosto pari a 50 mg/L (vedi Immagine 1).
Si è osservato inoltre che questo ceppo consente di ottenere vini con acidità volatili più basse, quindi il fisiologico innalzamento di acidità volatile durante il periodo di invecchiamento dei vini manterrà comunque valori accettabili.
La tecnica della bioprotezione del mosto riduce realmente l'utilizzo di additivi chimici nel mosto grazie all'impiego di microrganismi selezionati. Tutto ciò naturalmente va a beneficio dell’ambiente, con una conseguente riduzione dell’impatto inquinante se confrontato con quello correlato alla produzione del lievito.
Immagine 1.
Rappresentazione grafica del confronto tra la vinificazione con e senza Primaflora (lievito di AEB appartenente al ceppo non-Saccharomyces Metschnikowia pulcherrima).
Fonte: Studio sulla protezione microbiologica del mosto condotto da AEB in collaborazione con l’Unité Mixte de Recherche «Procédés Alimentaires et Microbiologiques» (UMR PAM), l’Institut Jules Guyot e l’Université Bourgogne Franche-Comté (2016).

